
 推荐阅读
推荐阅读


CIP酸碱清洗剂案例|食品厂设备钝化解决方案
发布时间:2022-11-14 浏览次数:3170 分享:
客
户
/ 背景介绍
客户位于福建,拥有先进的植物萃取、海洋生物加工生产线及多样化的健康食品自动化生产线,可为国内外市场提供原料、产品及一站式解决方案。经过多年的高速发展,已成为规模巨大、技术先进的速溶茶生产企业之一。

解
决
/ 难题
难题:新设备在焊接过程中由于焊缝处不锈钢的性质改变以及工厂出厂的不锈钢表面钝化膜不够均匀细密,同时铬元素在厂家自然形成的钝化膜不够厚,需要重新打磨光滑再统一进行酸洗钝化,从而形成均一的钝化膜。
钝
化
/ 依据
钝化相关指导文件:
《不锈钢酸洗和化学钝化技术条件》SJ 20893-2003
《不锈钢零件、设备和系统的清洗和除垢》ASTM A380-2006
《不锈钢酸洗钝化处理工艺》HBZ 83-84
《不锈钢零件化学钝化处理的标准规范》ASTM A967 -2001
环
凯
/ 设备钝化解决方案
钝化目的
延长不锈钢罐及管道的使用寿命,增强不锈钢体的防锈、抗腐蚀功能,防止管道无机矿物油、铁屑、氧化皮、灰尘等可能对前期生产产品造成污染, 需对管道罐体系统进行除油钝化处理。
钝化工艺
进行预处理及钝化”程序:此程序适用于对 304、316不锈钢容器管道的酸洗钝化处理。
钝化工艺流程
预处理
1、用水测试设备运作是否正常,管路、罐体等是否无泄漏,才进行酸洗、钝化预处理。
2、带上必须用具和防护用品,做好安全防范,与工厂人员确认,被钝化物体的密封件、仪表和传感器等是否能承受高浓度的酸碱。
3、全面检查被钝化的罐体、管道(含CIP清洗球等)没有垃圾或其他物料堵塞,避免降低钝化效果。
预冲洗
冲洗去除管道的焊点粉末、染剂粉等。
清洁除油
由于油性设备表面的油会阻止酸和氧接触到金属表面而不被钝化,采用碱清洗。碱清洗的目的是对设备进行预处理使油垢溶解游离。
采用高去油能力表面活性剂去除管道内无机矿物油、污渍。常温状态下用水冲洗,并用凯易净®CIP碱性清洗剂在有效浓度下除油,等待一段时间后,中间用水充至中性。
酸洗钝化
使用凯易净®CIP酸性清洗剂浓缩的混合酸,清除不锈钢表面所有的金属污染物及加热和焊接过程中产生的金属离子。
水冲洗及空气暴露
最后水冲洗 冲洗干净设备内部的清洗液
空气暴露 在酸洗去掉贫铬层后,然后接触空气48h以上,会在富集铬的不锈钢表面形成一层均匀稳定的钝化膜。
效
果
/ 验证
钝化前后对比图 | |
钝化前 | 钝化后 |
 2号调配桶上端搅拌桨有锈点 |  2号调配桶上端搅拌桨锈点清除 |
 2号水合罐搅拌桨连接处光泽异常 |  2号水合罐搅拌桨连接处色泽恢复 |
 2号水合罐搅拌桨底部有锈点 |  2号水合罐搅拌桨底部锈点清除 |
 3号调配罐整体色泽偏暗淡 | 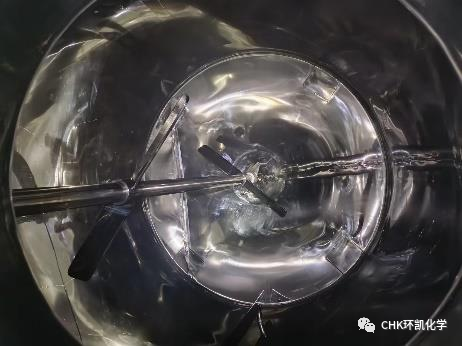 3号调配罐整体呈现不锈钢金属本色 |
效果验证:
我司技术人员依据现场实况为客户提供个性化验证方案,如现场调配区域材质为304不锈钢,我司可以提供304不锈钢试片来做验证;根据设备最大耐受酸碱度,调整钝化方案。
效果验证都为破坏性试验,对于与食品直接接触的设备,不宜直接采用该方法进行测试,大都选用与待测部件、设备相同材质的试片,经过相同的钝化工艺后,用试片代替设备测试钝化膜质量。
问
题
/ 答疑

使
用
/ 产品



